- Background Introduction
With the continuous development and improvement of China’s industrial technology level, the overall demand for wide and thick steel plates has increased in various industries such as shipbuilding, mechanical processing, coal mining equipment, mining machinery, petrochemicals, and bridge construction. Simultaneously, there is a growing demand for high-grade, high-strength steel plates. In recent years, domestic steel enterprises have increasingly focused on investing in and producing products with high added value and high technological content. This trend is particularly evident during the current downturn in the steel industry, where the advantages of high-value-added products become more apparent. Many wide and thick plate production lines are equipped with related heat treatment facilities and adopt heat treatment technologies to produce products with high technological content, high added value, and large market capacity. This is significant for adjusting the product structure of wide and thick plates nationwide and enhancing their market competitiveness.
Although the equipment level of China’s medium and thick plate production lines has greatly improved, especially with the construction of many modern medium and thick plate production lines in recent years, employing controlled rolling and controlled cooling technologies, some high-value-added steel plates can be produced, which can partially replace the need for heat treatment. However, standards for certain high-strength steel plates like low-temperature pressure vessel plates, power plant boiler plates, engineering machinery steel plates, and wear-resistant steel plates stipulate that they must be delivered in a heat-treated state. Therefore, research into the heat treatment of wide and thick plates is essential.
- Influence of Major Alloy Elements on Steel Heat Treatment
- Carbon (C): As an important element in steel, its content directly affects the hardness, toughness, strength, hardenability, and weldability of the steel. High carbon content results in high hardness but poor toughness and greater susceptibility to cracking during heat treatment, as well as poorer weldability; conversely, too low carbon content results in low hardness, poor hardenability, and poor wear resistance.
- Silicon (Si): Si exists in ferrite or austenite as a solid solution without forming carbides. Si increases the strength of the solid solution in steel; however, excessive Si increases the sensitivity of the steel to overheating.
- Manganese (Mn): Mn expands the austenite phase region. Increasing its content not only lowers the eutectoid transformation temperature but also reduces the carbon content at the eutectoid point. Under the same carbon content and cooling speed, increasing the Mn content refines the pearlite in the microstructure and increases its quantity, thereby enhancing the strength and hardness of the steel. Mn significantly improves the hardenability of the steel. However, it also increases the sensitivity to overheating and grain growth, and enhances temper embrittlement.
- Chromium (Cr): Cr has a considerable influence on the strength, plasticity, and low-temperature impact toughness of materials due to its ability to form multiple carbides with C in the steel and dissolve in ferrite and austenite. Cr enhances the hardenability when dissolved in austenite. When complex carbides form and precipitate throughout the steel, they contribute to dispersion strengthening. However, while Cr strengthens the steel, it also slightly reduces plasticity and increases temper embrittlement.
- Molybdenum (Mo): Increasing Mo content in quenched and tempered steels significantly enhances strength, plasticity, and low-temperature impact toughness. Mo shifts the C curve to the right when dissolved in ferrite and austenite, thus enhancing hardenability and recrystallization temperature, improving temper stability, and resulting in fine-grained sorbite after quenching and tempering, improving strength and toughness. When Mo forms carbides, it contributes to dispersion strengthening. At lower Mo contents (<0.30%), it primarily enhances solid-solution strengthening, hardenability, and temper stability.
- Nickel (Ni): Ni enhances the hardenability of quenched and tempered steels and improves their low-temperature toughness, lowering the ductile-to-brittle transition temperature. Increasing Ni content enhances both strength and plasticity, especially the low-temperature impact toughness. Ni forms a solid solution in the steel, primarily enhancing plasticity by increasing lattice slip planes during plastic deformation.
- Boron (B): Traces of B significantly enhance hardenability. The general consensus is that boron atoms accumulate at grain boundaries during quenching, reducing the grain boundary energy and inhibiting ferrite nucleation, delaying its formation. Additionally, boron atoms at grain boundaries hinder the diffusion of grain boundary atoms, slowing down ferrite nucleation along grain boundaries, thereby increasing hardenability.
- Introduction to Hot Treatment Process of Wide and Thick Steel Plates
Heat treatment involves altering the composition and microstructure of steel through different heating regimes, soaking times, and cooling speeds, promoting or inhibiting phase transformations and precipitations to achieve desired properties.
The purpose of heat treating steel plates is to improve their strength, enhance toughness and weldability, eliminate internal stresses, prevent hydrogen-induced cracking, reduce brittleness and surface hardness. Proper heat treatment can adjust performance fluctuations caused by unstable hot rolling, salvaging substandard materials. Improper heat treatment can cause surface scratches, uneven cooling leading to deformation, and increase energy consumption and costs.
Common heat treatment methods for medium and thick steel plates include normalizing (annealing), quenching and tempering, normalizing + controlled cooling, normalizing + tempering, tempering, annealing, direct quenching (DQ), and direct quenching + tempering.
Among these, normalizing accounts for the largest volume, including normalizing + tempering, approximately 70% of all treated products; quenching and tempering follows at about 15%; others such as tempering account for 15%.
3.1 Normalizing
Normalizing involves heating steel or parts to above Ac3 (or Accm) to an appropriate temperature, holding for a suitable time, then air-cooling to obtain a pearlitic microstructure. Its purpose is to refine abnormal structures (e.g., coarse ferrite grains, Widmanstätten structures, banding, etc.) through recrystallization and homogenization, improving mechanical and processing properties.
Normalizing can serve as preparatory or final heat treatment. For structural steels used in machining, normalizing typically serves as preparatory heat treatment, preparing the structure for subsequent machining and final heat treatment. For low-carbon low-alloy steel plates, normalizing acts as the final heat treatment, providing required properties.
After normalizing, steel plates exhibit fine grains, uniformly distributed carbides, and good mechanical properties. Normalizing enhances the elongation, low-temperature impact toughness, and cold bending performance of low (micro) alloy high-strength steels.
However, normalizing often reduces the strength of hot-rolled low-carbon low-alloy steel plates, decreasing yield and tensile strengths by 20-50 MPa (up to 80-120 MPa for controlled rolled and cooled plates). To ensure delivery properties, the composition design of normalized plates should differ from conventional controlled rolled and cooled plates, incorporating higher levels of C and Mn to maintain strength (without exceeding carbon equivalent limits). Although the elongation or impact toughness may decrease post-hot rolling, normalizing significantly improves these properties.
3.2 Quenching and Tempering
Quenching involves heating steel above the critical points Ac1 or Ac3, followed by rapid cooling to develop martensite or lower bainite. It aims to increase strength, hardness, and wear resistance.
Tempering follows quenching, involving heating the quenched steel to a specific temperature range, promoting decomposition of martensite, transformation of retained austenite, carbide precipitation, changes in α phase state, and carbide coarsening. Tempering reduces residual stresses, enhances toughness and plasticity, achieving balanced hardness, strength, plasticity, and toughness.
Quenching and tempering is a combination of these processes. Modern quenching and tempering lines for high-strength steels, such as oil tanks, petrochemical storage tanks, bridges, and military applications, often require delivery in the quenched and tempered condition. A modern quenching and tempering line is crucial for elevating product quality in medium and thick plate mills.
Representative steels for quenching and tempering include SPV490Q, 14MnNbq, military-grade 921, and mold steel P20. These processes typically involve rapid furnace exit and roller quenching machines.
3.3 Normalizing + Controlled Cooling (+ Tempering)
Normalizing furnaces can salvage many post-hot rolling products with insufficient elongation or impact toughness, reducing reclassification rates. However, salvaging products with marginal strength requires careful adjustment of normalizing temperatures and times, or application of normalizing + controlled cooling (+ tempering).
To prevent significant strength loss after normalizing, major steel mills like Wuhan Iron and Steel Corporation (WISCO), Wugang, Chongqing Iron and Steel Company (Chonggang), and Taiyuan Iron and Steel Group (TISCO) have developed normalizing + controlled cooling techniques using post-furnace quenching or simple water cooling to mitigate strength losses. Based on TISCO’s experience, this process can improve strength by 10 MPa. For steels requiring accelerated cooling followed by tempering per ASTM standards, normalizing + controlled cooling + tempering can be applied.
3.4 Normalizing + Tempering
Commonly used in treating boiler and pressure vessel steel plates, especially Cr-Mo steels.
3.5 Quenching + Low-Temperature Tempering
Used for steels requiring high surface hardness, such as wear-resistant steels.
3.6 Online Direct Quenching (DQ) + Tempering
Developed since the 1990s, this technique involves direct online quenching of hot-rolled plates followed by offline tempering, reducing treatment costs. Commonly used for high-strength low-carbon bainitic steels and oil tank steels.
- Study on Tempering Process of Q550D
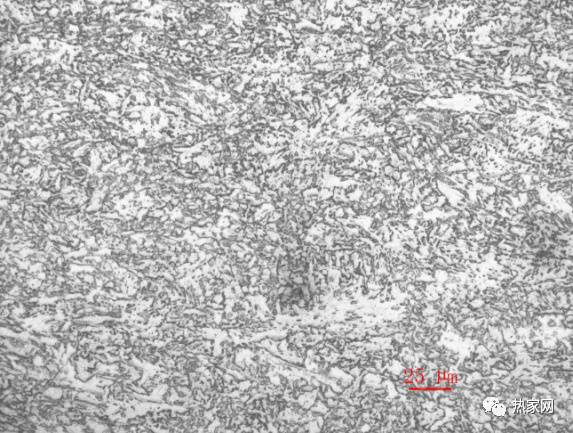
Q550D employs a Cr-Mo-V-Nb-Ti alloy system. Figure 4-1 shows the microstructure of Q550D after TMCP.
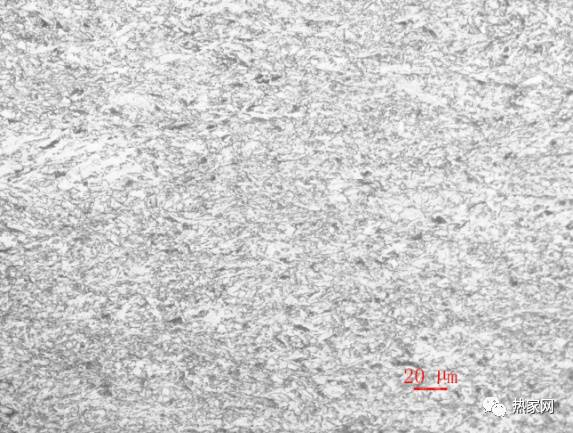
Figure 4-1 Microstructure of Q550D after Hot Rolling
The microstructure reveals bainite with small amounts of ferrite, fine grain size, and visible original austenite grain boundaries due to rapid cooling.
To study the effect of tempering temperature on mechanical properties, samples were taken from the hot-rolled plates and subjected to tempering tests at 450°C, 500°C, 550°C, 600°C, 650°C, 700°C, 800°C, and 850°C for 30 minutes. Mechanical properties and impact toughness were evaluated, and microstructures were observed under an optical microscope. Figures 4-2 and 4-3 illustrate the effects of tempering temperature on mechanical and impact properties.
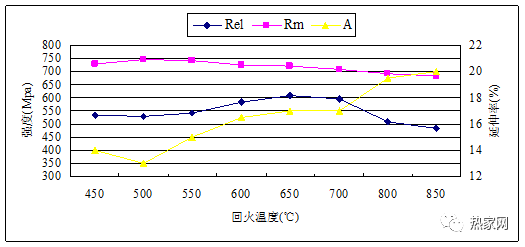
Figure 4-2 Effect of Tempering Temperature on Mechanical Properties
As shown in Figure 4-2, yield strength initially increases slowly up to 550°C, then significantly rises between 550°C and 650°C, reaching a peak of 610 MPa at 650°C, before gradually declining. This behavior is attributed to the gradual precipitation of carbides below 550°C, followed by rapid precipitation above 600°C, coupled with retained deformation dislocations enhancing yield strength. Tensile strength decreases slowly with increasing tempering temperature, reflecting good tempering resistance. Elongation increases gradually after 500°C, reaching 17% at 650°C.
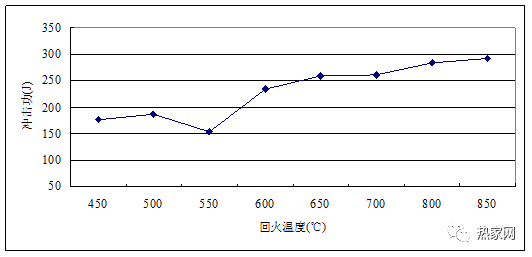
Figure 4-3 Effect of Tempering Temperature on Impact Toughness
As shown in Figure 4-3, impact toughness initially increases, then declines, and finally rises again, peaking at 258 J at 650°C, far exceeding the standard requirement of 47 J. Figure 4-4 shows the microstructure of Q550D plates tempered at different temperatures.
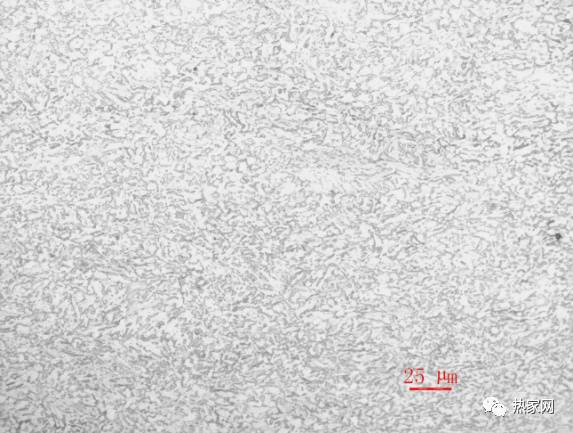 (a) 550°C + 30 min
(a) 550°C + 30 min
 (b) 650°C + 30 min
(b) 650°C + 30 min
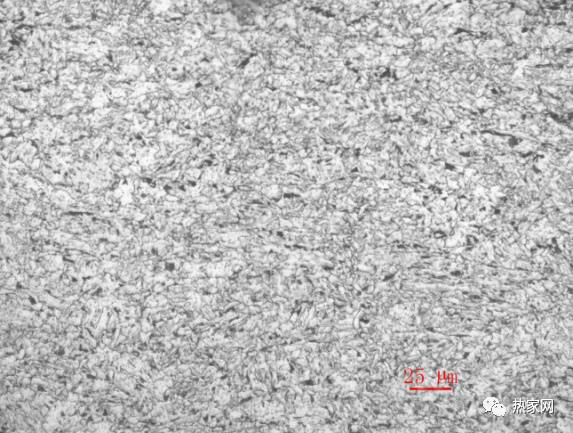 (c) 850°C + 30 min
(c) 850°C + 30 min
Figure 4-4 Microstructure of Q550D Plates Tempered at Different Temperatures
In summary, tempering Q550D plates at around 650°C for 30 minutes achieves excellent strength, plasticity, and toughness balance, fully meeting standard and customer requirements.
Leave A Comment